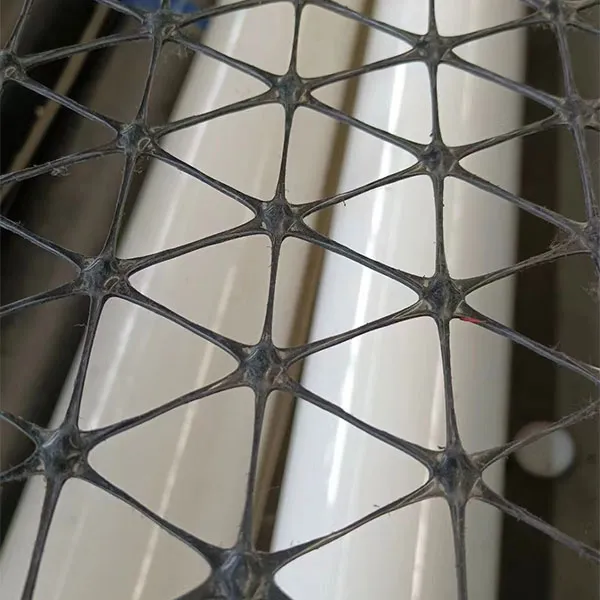
Когда говорят про пластиковую гидрошпонку, многие сразу представляют себе серую полосу ПВХ, которую режут и укладывают. Но на практике, особенно в условиях наших перепадов температур и неидеальных бетонных работ, всё упирается в детали, которые в каталогах часто не пишут. Основная ошибка — считать, что ПВХ и ЭВА это почти одно и то же, просто материал разный. Это не так. Разница в поведении при низких температурах, в долговременной стойкости к напорной воде и, что критично, в адгезии к бетону и совместимости с герметиками. Сейчас объясню, почему.
Брал я как-то для узла примыкания в подземном резервуаре стандартную пластиковую гидрошпонку из ПВХ. Заявленная морозостойкость -40°C. Но зимой, при температуре всего -25°C, в месте изгиба пошла микротрещина. Материал стал дубельным, потерял эластичность. Производитель, конечно, ссылался на соблюдение ГОСТ по морозостойкости, но там испытания — на образце, без симуляции реального напряжения. Для ПВХ критичен не только градус, но и скорость охлаждения под нагрузкой.
С ЭВА (этиленвинилацетат) история иная. Он изначально более эластичен на холоде. Но у него своя ?ахиллесова пята? — стойкость к некоторым видам грунтовых вод, особенно с высоким содержанием органики или масел. Видел случай на очистных сооружениях, где шпонка из ЭВА за пару лет начала терять массу, становиться пористой. Поэтому выбор между ПВХ и ЭВА — это всегда компромисс между температурным режимом и химической средой. Универсального решения нет.
Здесь, кстати, важно смотреть не только на сырьё, но и на рецептуру смеси, стабилизаторы. Некоторые поставщики, например, ООО Хэбэй Чжунъи Инжиниринг Новых Материалов, прямо на своём сайте zyxcl.ru акцентируют, что адаптируют состав под сценарии использования. Это не просто маркетинг. В их материалах часто встречаются указания на конкретные добавки для повышения химстойкости или низкотемпературной гибкости, что для инженера — ценная информация для расчёта долговечности узла.
Самая частая проблема на объекте — недостаточное или неправильное крепление шпонки к опалубке. Её должны фиксировать жёстко, с шагом не более 400-500 мм, иначе при вибрировании бетона её выгибает, образуются пустоты за ней. Используют специальные скобы или шурупы с широкими шайбами. Но многие экономят, крепят редко или тонкой проволокой — потом удивляются, почему течёт по шву.
Второй момент — сварка полос. Термосварка вроде бы простая операция, но требует чистоты кромок и точного выдерживания температуры. Перегрел — материал ?потечёт?, ослабнет шов. Недогрел — соединение будет непрочным. Лучше иметь аппарат с регулятором и обязательно делать пробный шов на обрезках. Помню, на мостовом переходе из-за некачественного шва на гидрошпонке ПВХ пришлось вскрывать уже уложенный бетон на деформационном шве — дорого и долго.
И третье — подготовка бетонной поверхности. Шпонка должна прилегать к чистому, ровному бетону. Если есть раковины, наплывы, её просто порвёт при деформации конструкции. Иногда перед монтажом имеет смысл шлифовать бетонную грань. Это кажется мелочью, но влияет на итоговую герметичность больше, чем бренд материала.
Здесь пластиковая гидрошпонка ЭВА часто показывает себя лучше ПВХ, особенно в диапазоне от -30 до +40°C. Её модуль упругости меняется менее резко. Но ключевое — правильный расчёт ширины профиля относительно расчетной величины раскрытия шва. Брать ?с запасом? — не всегда хорошо. Слишком широкая и толстая шпонка может создавать избыточное напряжение в теле бетона при сжатии шва и плохо уплотняться при укладке смеси.
На одном из объектов по строительству паркинга проектом была заложена шпонка с высотой ребра 250 мм для шва с ожидаемым перемещением 25 мм. Но при детальном расчёте температурных деформаций с учётом реальной марки бетона и схемы армирования выяснилось, что реальное раскрытие может достигать 35 мм. Пришлось оперативно искать замену с большей способностью к растяжению. Команда ООО Хэбэй Чжунъи Инжиниринг Новых Материалов как раз из тех, кто быстро реагирует на такие запросы, предлагая не просто продукт со склада, а инженерное решение — они подобрали профиль с иной формой ребра жёсткости, который компенсировал бы этот запас.
Важный нюанс, который часто упускают из виду — поведение шпонки при циклических нагрузках. Мосты, открытые эстакады — там шов ?дышит? постоянно. Материал устаёт. ПВХ может начать трещать по линиям внутренних напряжений, ЭВА — медленно терять форму (ползучесть). Нужно смотреть на данные испытаний на многократное растяжение-сжатие, а такие есть далеко не у всех поставщиков.
Часто шпонка — это лишь часть системы. Сверху, в компенсатор, закладывается герметик. И вот здесь может быть конфликт материалов. Некоторые полиуретановые или тиоколовые герметики содержат растворители, которые могут негативно влиять на пластифицированный ПВХ, размягчать его. С ЭВА таких проблем обычно меньше. Перед применением нужно либо требовать у производителя шпонки протоколы о совместимости с распространёнными герметиками, либо делать свой тест на образце.
?Мокрый шов? — ситуация, когда бетонирование ведётся с большими перерывами, и шпонка оказывается частично в свежем, частично в уже затвердевшем бетоне. Место контакта со старым бетоном — слабое. Адгезия там хуже. Практика показывает, что в таких случаях помогает дополнительная механическая обработка старой бетонной грани (насечка) и использование шпонки с более развитой анкерующей поверхностью, например, с перфорацией или текстурированными боками. Некоторые решения, которые позиционируются как адаптированные для гидротехники, как раз имеют такие конструктивные особенности.
В описании компании ООО Хэбэй Чжунъи Инжиниринг Новых Материалов упоминается предоставление решений с высокой надежностью и совместимостью. На деле это часто означает, что они могут предложить не просто рулон гидрошпонки ПВХ, а комплекс: шпонка + рекомендованный герметик + инструкция по подготовке поверхности под конкретный тип среды. Это экономит время на поиск и проверку совместимости.
Первое — внешний вид. Не должно быть расслоений, посторонних включений, разной толщины по длине. Цвет должен быть равномерным (если это не специальная маркировка). Второе — гибкость при той температуре, которая на объекте. Можно отрезать небольшой кусок и попробовать его резко согнуть — не должно быть хруста, побеления материала в месте изгиба.
Обязательно проверять сертификаты, но не просто общие на материал, а именно на партию, с указанием ключевых показателей: прочность на разрыв, относительное удлинение при разрыве, изменение этих показателей после химического или климатического старения. Если поставщик серьёзный, как та же Хэбэй Чжунъи, у них эти данные, как правило, в порядке и предоставляются без задержек.
И самое главное — нужно требовать (или делать самому) выборочный контроль сварных швов. Просто потянуть за шов руками недостаточно. Лучше всего — сделать контрольные образцы-?лепестки? из обрезков, сварить их тем же аппаратом и теми же настройками, что и основные швы, и отдать на испытание на разрыв. Это даст реальную картину качества сварки. Потому что вся идея пластиковой гидрошпонки рушится, если шов слабее, чем само тело профиля.